
Окна российского производителя Kaleva известны как в нашей стране, так и за её пределами. С момента своего основания компания изготавливает продукцию самого высокого класса, выполняя полный цикл работ: от самостоятельного производства профиля, до сборки элементов в готовую конструкцию.
Производственный процесс максимально автоматизирован, а лаборатория качества контролирует все этапы изготовления. Специалисты Kaleva постоянно работают над созданием новых моделей, характеристики которых позволяют без последствий переносить капризный климат российских регионов и долгое время выдерживать значительные колебания температур (от – 30°С до +30°С) в зависимости от сезона. Отечественные производители предъявляют к своей продукции более строгие требования, чем компании, занимающиеся изготовлением окон в Европе.

Стоит отметить, что предприятие Kaleva реализует окна только частным лицам и принципиально не сотрудничает с подрядными и строительными организациями. Объясняется это тем, что оптовики и крупные строители не заинтересованы в приобретении и установке в зданиях качественных окон. Они стремятся купить дешевле и больше за минимальную стоимость, не заботясь о комфорте будущих обитателей (так называемый эконом вариант). По этой причине завод не «гонит» потоком стандартные конструкции типового размера, а работает с каждым заказом индивидуально.
Индивидуальный подход практически не сказывается на стоимости конечного изделия, так как высокая автоматизация большинства процессов позволяет значительно снизить его себестоимость.
Давайте же разберемся, как устроено производство пластиковых окон.
Оглавление:
Производство пластикового профиля

Без профиля, надежно обрамляющего оконный стеклопакет, не обходится ни одно современное бытовое окно. Оно служит своеобразной основой и опорой для стеклянных полотен, а поэтому при его изготовлении нужно учитывать множество значений:
- Уровень изменения объема при температурных колебаниях – коэффициент линейного расширения.
- Надежность – величину максимальных статических и динамических нагрузок.
- Возможность сделать раму максимально узкой – для увеличения рабочей площади конструкции и.т.д.
Правильно рассчитать и соотнести все параметры непросто, а поэтому большинство псевдо-производителей окон работает с готовыми покупными профилями, не заморачиваясь с трудоемким процессом. Они лишь собирают конструкции из готовых профилей и стеклопакетов, а затем продают их покупателям.

На заводе Kaleva производственный процесс организован в полном объеме, включая и экструзионные линии для изготовления пластиковых профилей.
Экструзионная линия

Линия, служащая для производства профилей, состоит из следующих элементов: экструдера, стола для калибровки, протягивающего устройства, пилы для обрезания профиля, стола для приемки.

Производятся профили из поливинилхлорида, находящегося в порошкообразном или гранулированном виде. Для экономии материала и максимального снижения количества отходов, в производстве используют также остатки переработанного профиля. Остатки образуются при распиле готового полуфабриката, а также после пробного прогона линии и вывода её на работу по заданным параметрам (достижения нужного уровня белизны и блеска поверхности). Иногда при настройке в отходы уходит до 200 метров профиля, зато после неё производство может не останавливаться в течение нескольких дней.
Одним из важнейших моментов в работе является запуск всей линии. Она может работать несколько дней и останавливаться только для очистки станков или для перенастройки на профили другого вида. После обработки в экструдере, сырой поливинилхлорид попадает в калибраторы. Правильное направление, как правило, задается вручную.
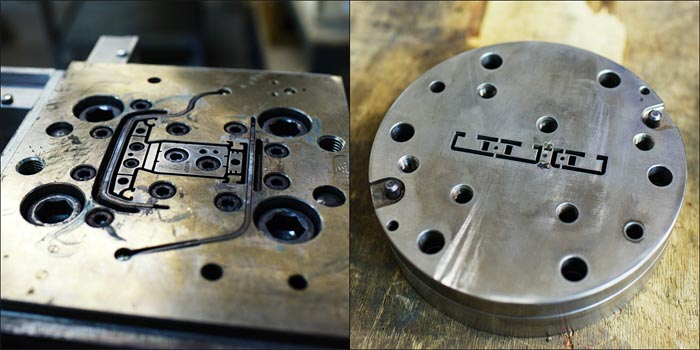
Экструдер представляет собой совокупность плоских дисков или пластин с отверстиями, через которые продавливается размягченный ПВХ. Отверстия в пластинах задают форму, которую будет иметь профиль.
Прошедшая экструдерер заготовка подается на калибрацонные столы, состоящие из нескольких калибраторов. Вакуумная среда в этих устройствах притягивает расплавленный материал к поверхностям, улучшающим форму.
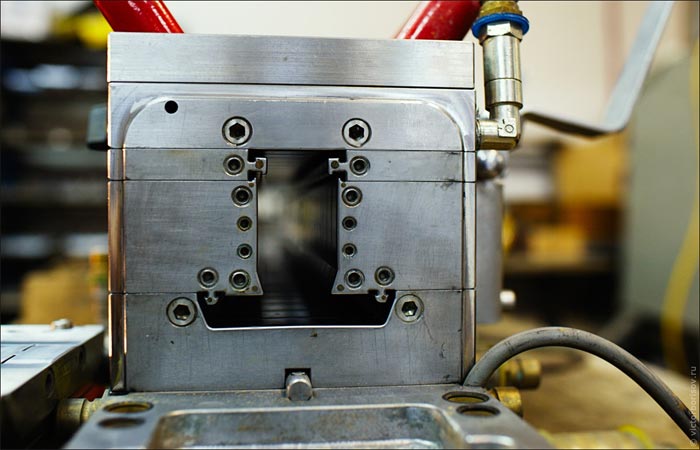
Чем больше калибраторов установлено на столах, тем качественней получается готовый профиль.
После окончательной формовки профили охлаждают в специальных ванных, где постоянно циркулирует холодная вода. Вода для охлаждения проходит несколько ступеней очистки, так как даже маленькая крошка, случайно попавшая на незастывший материал, может испортить профиль. Если такое произошло – вся заготовка отбраковывается и пускается в повторную переработку.

После калибровки и охлаждения профиль попадает в протягивающее устройство, где его автоматически вытягивают до нужного размера. Очень важно следить за соответствием скорости выхода заготовки из экструдера и скорости его протяжки – если они не будут одинаковыми, то может нарушиться форма и размеры профиля. На заводе Kaleva процессом управляет специальный сервер, который при необходимости вносит изменения в движение.


После вытяжки профиль нарезается на заготовки 6-ти метровой длины при помощи автоматической отрезной пилы. Скорость нарезки очень высока, а процесс не требует остановки линии, поскольку инструмент продвигается одновременно поступающим профилем.
Производство штапиков

Линия по изготовлению укрепляющих реек для пластикового окна работает параллельно с производством профилей.
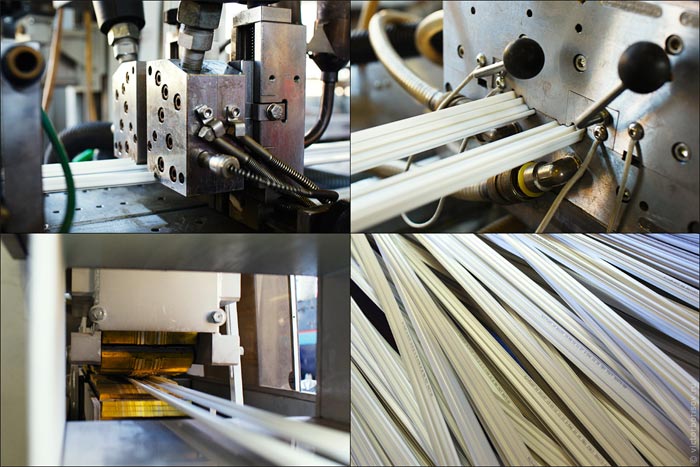
Как и в основном производстве, процесс начинает линия экструзии, однако операция на ней проходит в два этапа. На первом этапе изготавливается твердая основа изделия, а затем на неё наплавляется менее жесткий материал. Дальнейший процесс практически не отличается от производства профилей.
Проверка качества

После изготовления каждая партия изделий попадает в лабораторию по контролю качества, которая располагается в отдельном помещении. Её специалисты берут пробы для проверки разных параметров: прочности изделия (в нормальных условиях и при охлаждении), прочности соединительных швов, коэффициента белизны поверхности и других. При непрерывной работе линии образцы для проверки берутся неоднократно в течение суток.
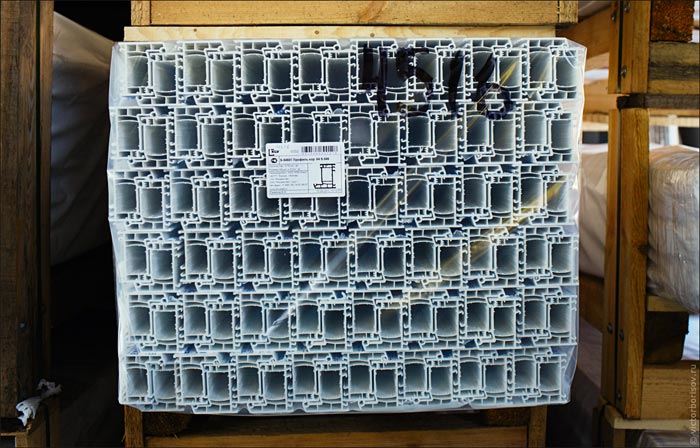
Готовый профиль хранят на специальных поддонах.
Изготовление цветных профилей

Так как покупатели все чаще обращают внимание на цветные профили, компания наладила выпуск изделий бежевого и коричневого (темного) оттенков, окраска которых производится в расплавленном состоянии. При изготовлении окон другого цвета используется ламинирующая пленка. Она же позволяет выпускать рамы с эффектом натурального дерева или придавать им другую объемную фактуру.

Цветную пленку для рам производитель поставляет в рулонах шириной 50 см и длиной 550-600 метров. На производстве её разрезают в соответствии с размерами, необходимыми для конкретного профиля. При таком подходе пленка используется практически полностью и отходов не остается.
Перед наклеиванием ламинированной пленки, профиль нагревают специальными лампами и тепловыми пушками. Важно следить за тем, чтобы на поверхность заготовки не попала пыль и мелкий мусор. Пленку смазывают клеем, накладывают на профиль и создают давление для склеивания. После завершения процесса излишки клея убирают с рамы. После полного высыхания пленка так крепко приклеивается к профилю, что оторвать её становится невозможно.

Окна с цветными рамами, как правило, используют в загородных домах или внутри помещений со специфическим дизайном. На заказ производитель изготовит окно из профиля любого оттенка, входящего в международную таблицу цветов RAL. В этом случае окрашиваться будет ПВХ в расплавленном состоянии специальными красителями, предназначенными для синтетических материалов.
Участок сборки

Кроме пластикового профиля, важную роль в конструкции играют профили из стали. Они делают окно прочным и жестким. Ленточной пилой металлическим заготовкам придают нужную длину и устанавливают их внутрь пластикового профиля. Подобным способом укрепляют практически все рамные окна. В створках размещают более легкий усеченный профиль.
В некоторых современных моделях стеклопакет вклеивают прямо в пластиковый профиль для увеличения площади остекления. В этом случае он и является дополнительным укрепляющим элементом.
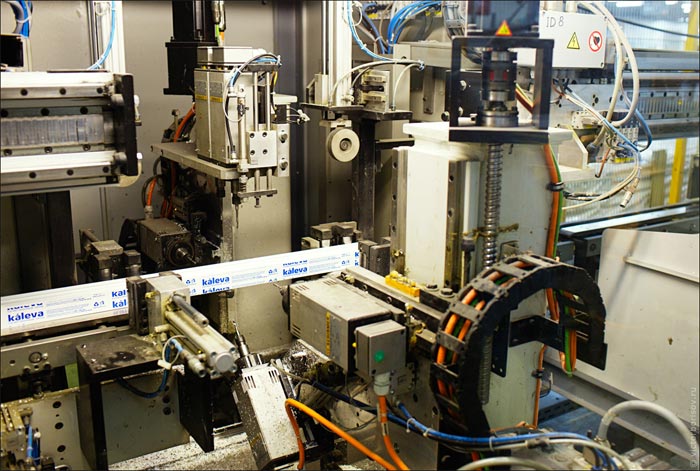
Нарезка готового профиля на заготовки нужной длины и установка в него стального профиля на заводе практически полностью автоматизирована.
Все элементы окна маркируются – на них наносятся данные о размере и заказчике. На специальное табло поступают данные для оператора, информирующие о последовательности движения заготовок и их размерах. На фотографиях можно увидеть стикеры с информацией, приклеиваемые на изделия, а также последовательность укладки элементов для их дальнейшей развозки.

Автоматизированные системы сами высчитывают требующиеся габариты окна и сваривают детали одновременно с четырех сторон. Это обеспечивает безупречную ровность углов и идеальную форму изделия.

Оператор линии следит лишь за тем, чтобы части конструкции присутствовали со всех сторон и были правильно там разложены. Нагрев и сжатие деталей умная машина производит самостоятельно.

Склеенную раму конвейер передает на автоматическую площадку для зачистки швов.

В этом же цеху производят импосты – вертикальные профили, устанавливаемые в оконные проемы. Они могут выполнять чисто декорирующую роль или быть полезными и функциональными элементами: повышать надежность закрывания створок, увеличивать жесткость и прочность конструкции.

Импосты в окна монтируют в ручном режиме.

После импостов окно снабжается уплотнителем – эта работа тоже производится вручную.

Завершающая стадия – оснащение изделия фурнитурой и запорными устройствами. Операция автоматизирована полностью.

На этом производство рамы завершено.
Изготовление и установка стеклопакета

Для производства стеклопакетов используют специальные ударопрочные стекла, которые поступают на производство в виде больших полотен, размером 6,0 х 3,21 м. Стекла таких габаритов относятся к Jumbo формату. Для того чтобы доставить хрупкие изделия на место без повреждений используются специальные фуры-стекловозы, которые имеют особую конструкцию подвесок и внутреннего помещения под грузы, расположенного между передними и задними осями.

Разметка и разрезание стекла производятся автоматически. Умный компьютер осуществляет сложные расчеты таким образом, что в результате рабочего процесса практически не остается остатков. Он автоматически анализирует все имеющиеся заявки и оптимально планирует расход материала. Машина способна самостоятельно нарезать стекла любых габаритов и формы: круги, овалы, дуги, сложные орнаменты. Во время работы поверхность стекла смачивается специальным раствором, облегчающим резку и отделение готовых элементов.

Работник на мониторе видит план нарезки и пронумерованные участки для складывания отрезанных заготовок. Розовая подсветка отмечает линию, над которой ведется работа.
После вырезки стекла устанавливают в специальные пронумерованные секции мобильных стеллажей и увозят на сборку.

Внутреннему разделителю между стеклами (спейсеру) автоматика придает форму прямоугольников. В процессе установки в его полость засыпается влагопоглотитель силика-гель, который не дает отсыревать стеклопакету изнутри. Делается это для того, чтобы воздух (или газ) внутри всегда был сухим и не образовывался конденсат из-за температурных колебаний или изменения давления.

Поверхность спейсера обрабатывают клеем.

В это же время стекла автоматически очищаются на мойке.

К одному из чистых стекол вручную приклеивается спейсер.

В целях повышения теплоизоляции, промежуток между полотнами стеклопакета заполняется аргоном. Сразу после процедуры стекла плотно сжимают, а стыки заделывают герметиком.

Готовый стеклопакет отправляется в сушильную камеру.
Приготовление к монтажу стеклопакета

Стеклопакет в раме дополнительно укрепляют штапиком.
Готовое изделие закрывают пленкой, в целях предотвращения попадания на него мусора и пыли в процессе доставки до места установки.

Перед тем как окно отправляют покупателю, оно проходит испытания в лаборатории. Готовое изделие проверяют на устойчивость к изменениям температуры, герметичность, прозрачность и уровень искажения стеклопакета, стойкость к воздействию бытовых химикатов, качество работы фурнитуры и т.д.

Одна из продвинутых разработок компании – окно с внутренними жалюзями. Жалюзи расположены внутри стеклопакета и поэтому не пачкаются, не повреждаются и управляются магнитной системой прямо через стекло. В массовое производство такое окно пока не поступило, но в ближайшее время возможен его серийный выпуск, если испытание опытной партии пройдет хорошо.

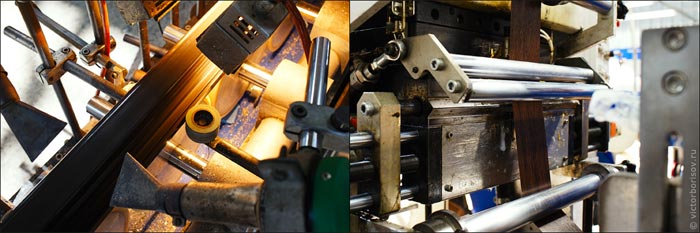
В цеху, где производят нестандартные окна по индивидуальным заказам, в большей степени, используется ручной труд. Хотя значительная часть операций и механизирована, имеется комплекс действий, которые требуют выполнения вручную.

Фотография ниже показывает, как выставляются углы при разрезании элементов для изделия специфической формы.
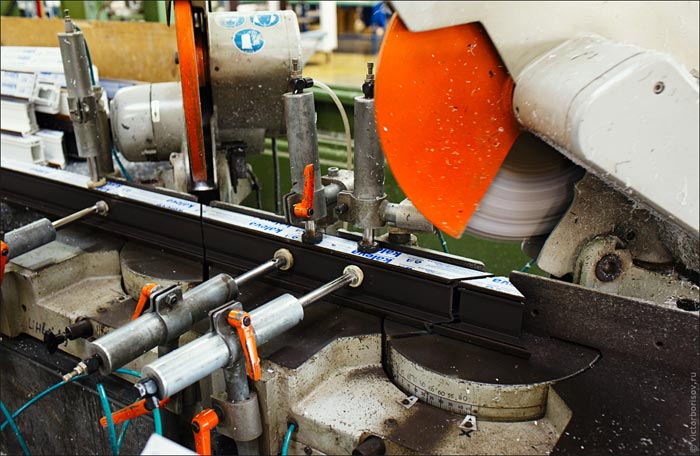
Именно в этом цеху производят окна круглой, арочной и фигурной формы. Это не так сложно, как кажется. На специальной поверхности профили для фигурной формы собирают, в них вставляют эластичные шнуры, а затем опускают в емкость с горячим глицерином (глицерин используют потому, что он закипает при температуре большей, чем вода). Размягченный профиль вынимают из ванны, придают ему нужную форму и оставляют остывать.

Остывшие заготовки сваривают, швы зачищают.

Стеклопакеты закрепляют штапиками, устанавливают фурнитуру – окно необычной формы готово!

Если коротко, то именно так выглядят основные этапы и технология производства современных ПВХ окон. Для тех, кто хочет ознакомиться с технологиями более подробно, существует официальный сайт компании, где размещено еще больше интересной и полезной информации.

https://azaoknom.ru "А за Окном"

